
3Dプリンターは同じ造形方式でも、機種によってさまざまな特徴があります。
本記事では、当社で使用しているFDM方式3Dプリンターの1つである、「X7」についてご紹介します。

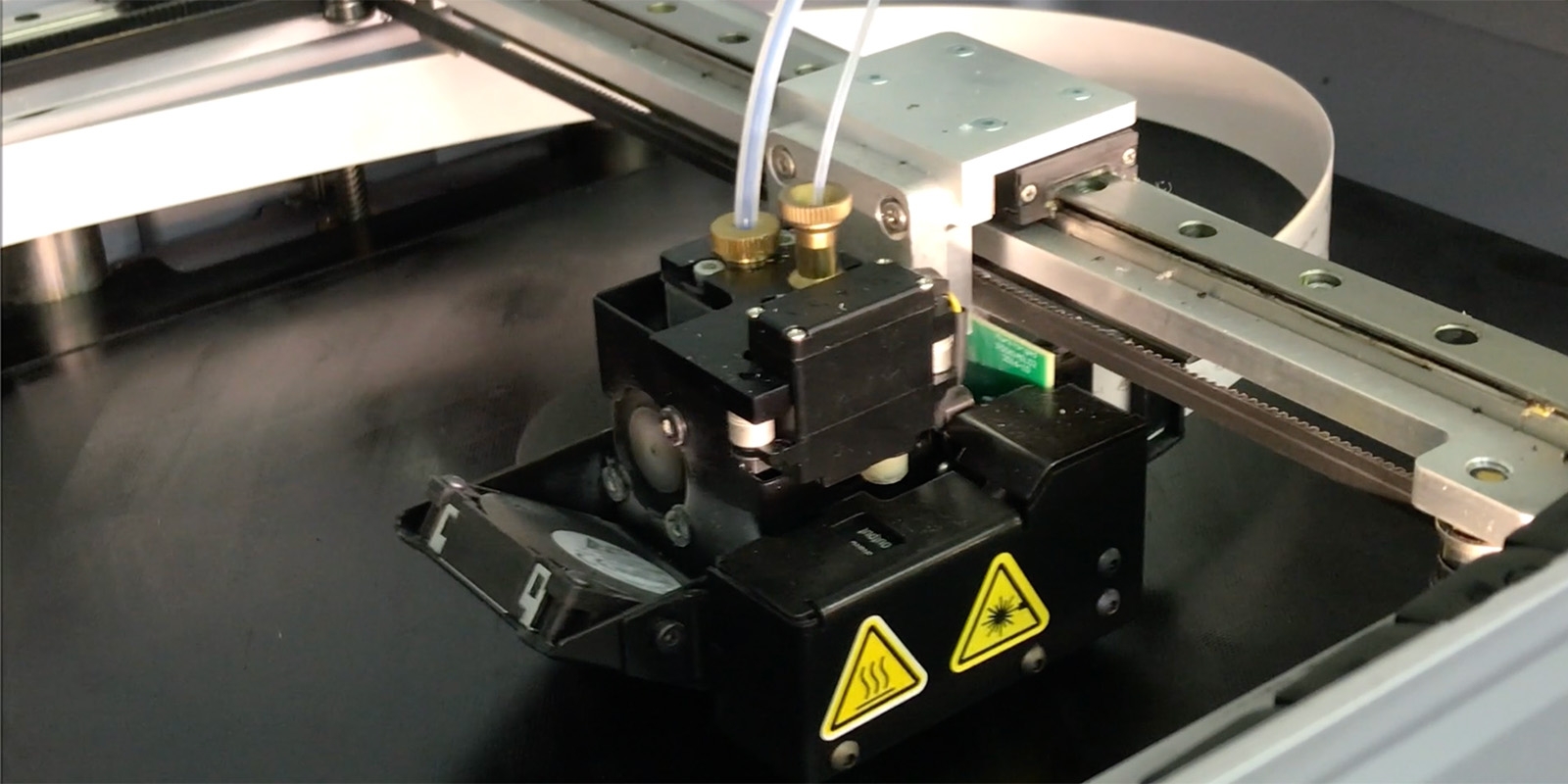
X7は、アメリカのMarkForged社製の産業用3Dプリンターです。
カーボン配合の強度が高い材質の造形に適しています。
また、サポート材の除去が容易なため、最短当日出荷が可能な機種です。
| 対応材質 | Onyx(オニキス)ナイロンなど 使用できる強化ファイバー、カーボンファイバー グラスファイバーなど |
| サイズ | 最大造形サイズは330mm×270mm×200mm 最小造形サイズは6mmx8mmx5mm 最小穴径 X,Y:1.5mm Z:1.0mm 最小円柱径 X,Y:1.6mm Z:2.0mm |
| 精度 | ノズル径がφ0.4 積層方向の最小単位も0.05mmで、比較的高精度 |
3Dプリンターは機種によって、内部の密度設定やサポート材の種類が異なります。
ここでは、「X7」の充填方法とサポート材の特徴を紹介します。
X7では、以下の5種類の充填方法があります。
Triangular Fill :三角形を並べた充填方法。軽量化と縦横方向からの強度が出る。
Hexagonal Fill:ハニカム構造(六角形)に充填する方法。最も軽量で積層方向に強い。
Rectangular Fill :長方形に充填する方法。ノズルの動きが速い。
Gyroid Fill :3方向に連結した構造。強度の高い構造。
Solid Fill :直線で塗りつぶすような充填方法。強度は出るが、材料の使用量が多い。
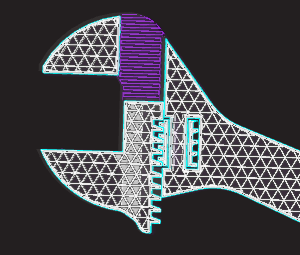
X7でよく設定する「Triangular Fill」。ソリッド構造と比べると造形時間が約1時間半短くなる。
X7の造形では、サポート材と造形物が同じ材質です。
そのため、サポート材は手や工具で除去をします。
この場合、サポート材が接していた部分に、バリが残りやすく表面処理が必要になることがあります。
「X7」は、カーボンファイバー配合の材質に特化しており、非常に高強度の造形が可能です。
そのため、強度が必要な治具などの製品の出力に適しています。
また、サポート材の除去が簡単なため、造形時間のみで完成します。
そのため、「X7」は、見積もりから最短当日出荷が可能です。
DDD FACTORYでは、目的や用途に合わせて使用する機種を選定し、より適切な方法の3Dプリントをご提案しております。
【短納期】1週間以内の納期に対応。当日出荷も可能です(※条件によります)。
【多品種小ロット】1個からご注文を承ります。
【高機能材質で造形】PEKKなどの高機能樹脂や金属による製作。
複雑な部品の製作は、ぜひ当社の3Dプリンター出力サービスにてお任せください。
2時間以内に見積もり回答いたしますので、まずはお気軽にお問い合わせください。